

PAN基碳纤维凭借着其优异的力学性能和可加工性,已经在航空航天、汽车产业、风电叶片、体育产品等领域获得广泛应用。但是众所周知,碳纤维生产过程的高能耗、高昂生产成本在其出现伊始便备受关注,因此自从碳纤维问世以来,研究人员便积极探寻碳纤维低成本之路。
进入21世纪以来,以美国能源部(简称“DOE”)橡树岭国家实验室(简称“ORNL”)为代表的科研单位重新提出碳纤维低成本化研究,经过十余年发展,这种碳纤维低成本化探索究竟取得何种成效?本文将带你去详细的了解。
01 碳纤维生产成本分析
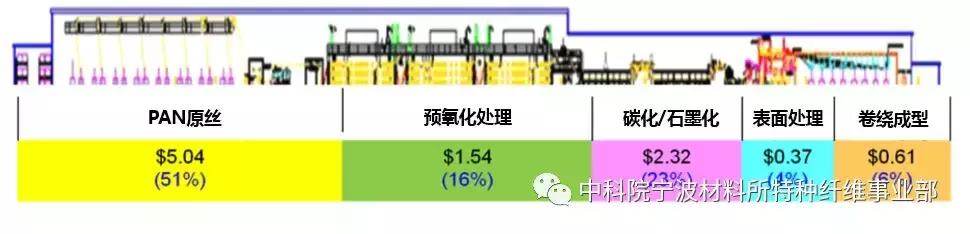
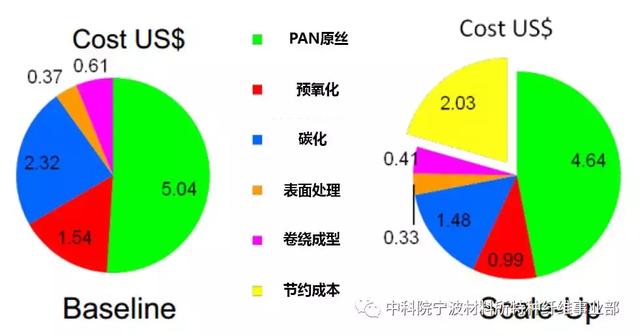
PAN基碳纤维高昂的生产成本究竟来源于何道工序?图1碳纤维生产过程的成本构成可以为大家详细展示。碳纤维约一半的成本来源于PAN原丝的制备,PAN原丝制备流程较长,主要包括聚合、纺丝、蒸汽牵伸、上油、卷绕等工序。
 "
"
图1 碳纤维生产过程的成本构成
在PAN原丝的预氧化阶段,虽然预氧化温度不高,只有180-300℃,但是处理周期较长,往往需要90-120min,因此能耗较高,成本占到碳纤维成本16%;碳化、石墨化虽然处理时间较短,但是其设备运行温度高,而且需要保护气体,导致其成本占碳纤维23%。
02 碳纤维的低成本化途径
在碳纤维低成本探索过程中,橡树岭国家实验室(ORNL)提出了几种途径,尤其是在碳纤维前驱体领域,由于传统碳纤维前驱体—PAN原丝生产成本约占碳纤维成本一半,因此ORNL科研人员提出三种原料替代方案:
a、以可再生资源-木质素作为碳纤维前驱体的原材料;
b、采用纺织品级PAN纤维作为碳纤维前驱体;
c、以含碳量高的聚烯烃为原料制备前驱体。
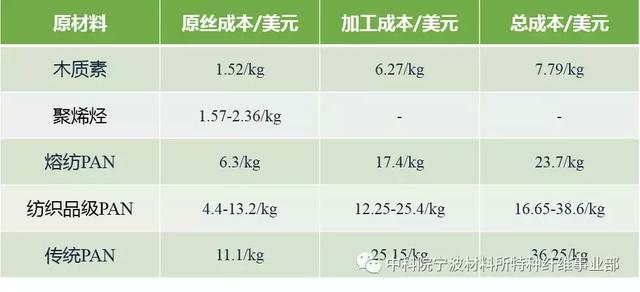
除了上述三种方案外,还提出以熔融纺丝PAN为原料生产碳纤维,四种原料及传统PAN基碳纤维生产成本如下表所示。从表中可以看出木质素为原料生产碳纤维成本最低,因此随着原料概念提出,到其成本预估获得可喜的降成本效果,木质素基碳纤维再次进入研究人员的视野。
 "
"
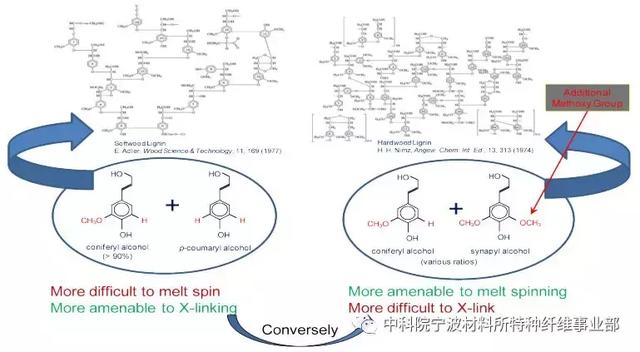
但是木质素基碳纤维生产难度如何?先从木质素结构说起,图2显示了软木(G型)和硬木(S型)木质素的代表性结构,软木木质素难以纺丝,但其结构易于发生交联;硬木木质素虽然纺丝性能优异,但是难以发生交联。而碳纤维前驱体PAN原丝不但具有优异可纺性,而且可以在预氧化环境下发生交联。
 "
"
图2 木质素的化学结构
木质素独特结构决定了其难以成为碳纤维原料,为此国内外研究学者尝试将木质素添加到丙烯腈中进行共混纺丝,部分研究甚至制备得到了碳纤维,但是性能却很不理想。
从碳纤维制备流程看,高品质PAN原丝是制备高性能碳纤维的关键,尤其是PAN原丝阶段缺陷控制尤为重要,而如果在其中加入了木质素,无疑提高了结构缺陷产生的比例,制备的碳纤维性能自然不理想。
03 橡树岭国家实验室碳纤维低成本之路
2007年,橡树岭国家实验室(ORNL)宣布开发出一种新的高速氧化方法,即交联聚丙烯腈基碳纤维加工过程,使其固有的独特直链能经受住高温加工过程;同时还开发了一种微波等离子体装置,组合典型独立和有序的碳化以及石墨化过程,简化生产工艺,上述工艺可节省成本2.2美元/kg。
与此同时,构思出采用聚丙烯腈外的其他材料作高性能碳纤维用原丝,包括低密度聚乙烯、高密度聚乙烯和聚丙烯等聚烯烃类高分子材料及木质素等,或是通过改进现有聚丙烯腈原丝的工艺技术,例如采用化学改性、辐照稳定化处理等,达到降低原丝成本的目的。
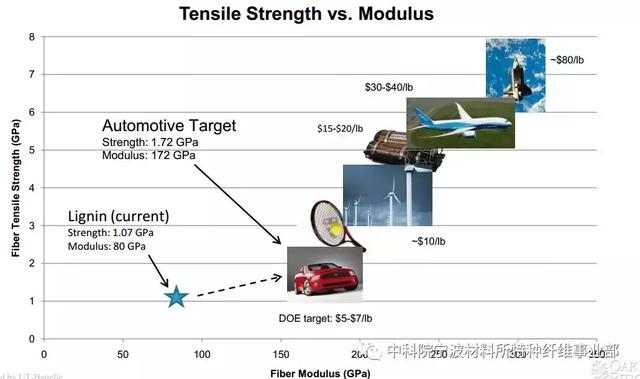
2009年3月由美国政府和企业共75家单位发起成立了美国ORNL碳纤维科技部,目的是加快碳纤维的产量化和低成本化。并制定了汽车领域用低成本木质素基碳纤维的研究计划,对性能参数提出要求,即强度至少达到1.71Gpa(大约是T300强度的一半),模量至少达到171Gpa,断裂伸长率大于1%。图3为美国能源部ORNL提出低成本碳纤维的力学性能范围。
 "
"
图3 ORNL目标碳纤维力学性能区间
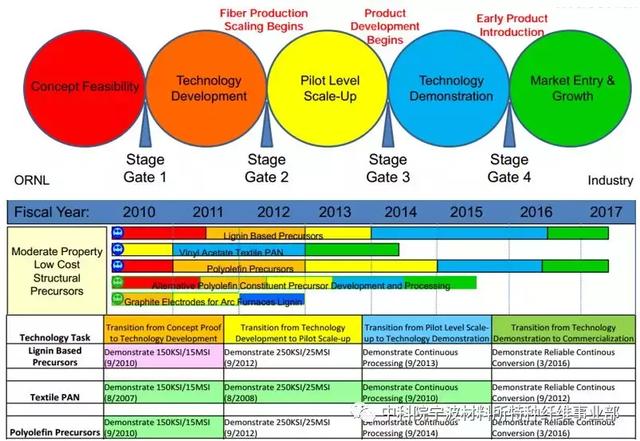
随后,ORNL更是制定了长期发展规划,低成本碳纤维研制共分五个阶段,第一阶段是概念提出,第二阶段是开发技术,第三阶段是实验室规模试制,第四阶段是技术验证,最后是技术成熟投放市场,具体路线如图4所示。
 "
"
图4 ORNL低成本碳纤维发展路线图
从上述ORNL低成本路线发展路线可以看出,ORNL希望能够在2012年-2013年前后完成第三阶段即:实验室技术研制;并且提出了具体指标,到2012年9月木质素基碳纤维的拉伸强度、拉伸模量分别达到250ksi、25MSi,换算成MPa单位即分别1.71GPa、171GPa。
而实际上到了2012年初时,ORNL制备木质素基碳纤维的拉伸强度仅仅做到1.07GPa,而拉伸模量也仅仅为80GPa,如图5所示,因此ORNL开发的木质素基碳纤维性能与目标值还存在不小差距,尤其是过低的拉伸强度极大限制了其应用。
 "
"
图5 ORNL木质素基碳纤维性能
2013年7月,在美国纽约水牛城举行的国际碳纤维会议上, ORNL多位专家发言指出,以Lignin木质素为原料制造低成本碳纤维是今后碳纤维的发展,并预计用木质素做的网状碳纤维成本可以控制在每公斤4~5美元,若能实现则成本远低于常见的T300碳纤维,性价比也高出很多。
在之后一段时间,ORNL提倡的木质素基碳纤维似乎石沉大海,无疾而终,据说研制的碳纤维性能达到了拉伸强度1.71GPa、拉伸模量的171GPa的既定目标,但按照ORNL最初制定的规划在2017年木质素基碳纤维技术投放市场的宏愿始终也没实现。与此同时,日本东丽T1100强度已经达到7.0GPa,2015年美国佐治亚理工利用凝胶纺丝制备了强度5.5-5.8GPa,拉伸模量为354-375GPa碳纤维。
既然木质素概念提出了很多年,ORNL自然就不会舍弃,根据最新的报道,2018年ORNL宣布在其五年多木质素研究经验基础上,成功开发出适宜3D打印的木质素-尼龙复合材料,该材料由木质素、橡胶、碳纤维和ABS组合而成。与单独的ABS相比,使用该材料打印的3D部件在各层之间的粘合强度提高了100%。
该成果的公布使热衷于木质素研究学者为之一振,但是似乎又与ORNL最初提出的木质素基碳纤维应用相去甚远。而且最主要的是在木质素基碳纤维整个研制过程中,ORNL自始至终没有公布木质素基碳纤维实际生产成本。虽然ORNL的木质素基碳纤维已经离开了大众视野,但是近年来国内外科研机构似乎有遍地开花的趋势。
04 碳纤维的低成本化
目前按照PAN原丝纺丝方法,碳纤维主流制备工艺包括湿法纺丝和干喷湿纺两种,干喷湿纺纺丝速度快,生产成本较低,其代表产品为日本东丽T700,该产品是目前国内民用领域用量最大的一款碳纤维。
除了成型工艺,即便是湿法纺丝工艺通过产能放大,还是可以实现成本降低,试想在不考虑装置和技术因素下,在预氧化和高温碳化、石墨化阶段,丝束通过量由100根增加至1000根,丝束运行时间相同、能耗差异不大,成本自然会降低。工厂规模放大成本前后对比如图6所示。
 "
"
图6 规模化放大前后碳纤维成本对比
按照图6对比显示,通过规模放大就可以使原有碳纤维生产总成本9.88美元降低2.03美元,其降低幅度也算是相当可观,极具吸引力,尤其是对于碳纤维企业来说,既然从100吨升级到500吨、甚至上千吨,生产成本可以下降,那索性扩大规模吧。
但规模放大意味着技术难度的提升,除非是具备了成熟碳纤维生产技术,如日本东丽公司动辄扩能建线,是基于数十年领域技术积累,所以扩产扩能才显得不费吹灰之力,若是没有厚重技术积累,单纯依靠盲目扩能来降成本还是很难行得通的。
05 尾 声
近十余年来,以ORNL引领的木质素基碳纤维之风吹遍了海内外,最终却以黯然退出舞台而告终,再次证明了大幅降低碳纤维成本是很难实现的,相反,国外一些大型碳纤维企业近年来不断扩大生产规模和产能,反而促进其成本进一步下降,并提升了竞争优势。
如日本东丽公司在不断扩能建线的同时,又发展出了新一代高强度高模量的M40X型碳纤维,小编认为:科研人员与其投入过多精力在碳纤维的低成本化上,倒不如继续瞄准高性能领域,开发出M50X、M55X等关键技术。
